
溶接は、板金加工の品質を決定づける最終関門です。
吉岡製作所では、熱影響を極限まで抑える「ファイバーレーザー溶接機」と、熟練職人の手による「TIG・半自動溶接」を融合。
京都エリアの精密カバーから、滋賀エリアの大型製缶フレームまで、用途に最適な「美しさ」と「強度」を提供します。
「吉岡さんの品物は下地処理が丁寧だから、塗装がとにかく綺麗に乗る」。
これは、取引先の塗装業者様から頂いた言葉です。溶接後の焼け取り、パテ処理を丁寧に行うことで、塗装後の美観トラブル(ピンホールや浮き)を未然に防ぎます。
最新のハンドトーチ型ファイバーレーザー溶接機(WEL-KEN V-HF2000)を導入。
従来のTIG溶接に比べて入熱量が圧倒的に少なく、薄板ステンレスでも歪みや焼けがほとんど発生しません。ウォブル機能により、わずかな隙間も美しく埋めることが可能です。
美しい溶接の条件は「精度の良い部品」です。
当社はブランク・曲げ工程でIoTによる高精度加工を行っているため、溶接時の「合わせ」に無理がありません。無理に押さえつけたり叩いたりする必要がないため、製品全体の精度が向上します。
| 項目 | 内容 |
|---|---|
| 保有設備 |
・ファイバーレーザー溶接機(WEL-KEN V-HF2000)
・半自動溶接機(CO2 / MAG) ・スタッド溶接機 |
| 対応材質 |
ステンレス(SUS304, 316,316L, 430 / 鏡面・HL・2B)、 鉄(SPCC, SECC, SGCC, SS400)、アルミ(A5052等)、銅・真鍮 |
| 対応板厚 |
t0.5mm(極薄板)~ t9.0mm以上(厚板製缶) |
| 仕上げ種類 | グラインダー仕上げ(ビードカット)、パテ埋め |

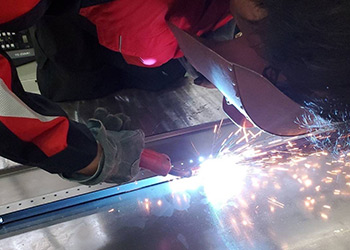
品目:SUS TIG溶接(焼け取り)

品目:鉄製フレーム 半自動溶接

品目:スタッドボルト溶接
前工程(曲げ)から届いた部品をセットします。精度の高い部品だからこそ、スピーディーで正確な仮組みが可能です。
「魅せる製品」はレーザーやTIG、「強度が命」なら半自動。用途に合わせて最適な溶接機を使い分けます。
ここが腕の見せ所です。熱で生じた微細な歪みをハンマーリングで矯正し、平面度を出してから研磨仕上げを行います。
A. はい、得意分野です。グラインダーで継ぎ目を「消す」レベルまで仕上げます。
A. はい、「全周溶接」により気密・水密性を確保する溶接が可能です。タンクや防水カバーなどの製作実績も多数ございます。
A. 対応可能です。アルミは熱伝導が良く難易度の高い素材ですが、熟練工によるTIG・ファイバーレーザー溶接にて美しく接合いたします。
精密溶接・製缶のご相談はこちら従来の「TIG溶接(アーク溶接)」は、広い範囲をアーク放電で加熱するため、金属全体に熱が伝わりやすく、薄板では「熱歪み」や「溶け落ち」が避けられませんでした。
対して「ファイバーレーザー溶接」は、エネルギー密度が高いレーザー光を極小の「点」に集中させて瞬時に溶融します。熱が周囲に伝わる前に冷却されるため、歪みを極限まで抑えることができます。
これにより、従来は熟練工でも難しかった t1.0mm以下の薄板溶接も、歪みレスで美しく仕上げることが可能です。